
Materiales para impresion 3D
De forma general (al margen de investigaciones) es la tabla de materiales que pueden usarse mediante tecnología FDM (para impresión 3D) y que pueden adquirirse comercialmente son los siguientes:
Filamento PLA – Ácido Poliláctico.
Filamento ABS – acrilonitrilo butadieno estireno.
Filamento PETG – tereftalato de polietileno Glicol.
Filamentos TPE, TPU, TPC. – material elastomérico
Filamento ASA – Acrilonetrilo Estireno Acrilato.
NYLON – Poliamida sintética.
Filamento PC – Policarbonato.
Imprimir en PLA
El PLA es el material más versátil, popular y económico de impresión 3D. Ofrece los mejores acabados y la mayor variedad de colores disponibles con hasta 16 tonos disponibles.
El PLA cuenta con una buena rigidez, pero para prototipos o componentes sujetos a esfuerzos y temperatura es superado por otros materiales con mejores propiedades como el PETG.
Imprimir en PETG
El PETG es un material de impresión 3D indicado para piezas que vayan a experimentar esfuerzos moderados, cuando el PLA no es suficiente.
El PETG resiste mejor los impactos, esfuerzos y la temperatura que el PLA. Además es esterilizable y resistente a los químicos.
Imprimir en ABS
El ABS es un material de impresión con buenas propiedades mecánicas y térmicas. Se puede postprocesar y pegar con acetona.
Por los problemas de warping y cracking que tiene el ABS no está indicado para la fabricación de piezas grandes.
Imprimir en ABS ignífugo
ABS ignífugo autoextinguible testado según la normativa UL94 y IEC 60695-11-10, ideal para la fabricación de carcasas de circuitos eléctricos u otros elementos que puedan suponer un foco de incendio.
Imprimir en ABS medical
ABS con certificación USP Clase VI o ISO 10993-1, en la cual se garantiza que el filamento Medical es biocompatible con el cuerpo humano
Imprimir en TPU
El TPU es un material de impresión 3D flexible para realizar piezas elásticas que se comportan como la goma.
Imprimir en Nylon
Para las piezas con mayores requerimientos mecánicos y de temperatura usamos Nylon PA6 reforzado con carga de fibra de vidrio.
Es el material con la mejor resistencia, rigidez y resistencia a la temperatura.
Imprimir en PP
El PP (polipropileno) es un material de impresión 3D semiflexible y semitransparente, con muy buenas propiedades de resistencia química y mécánica. Es el material más ligero de los que disponemos (0,90 g/cm3).
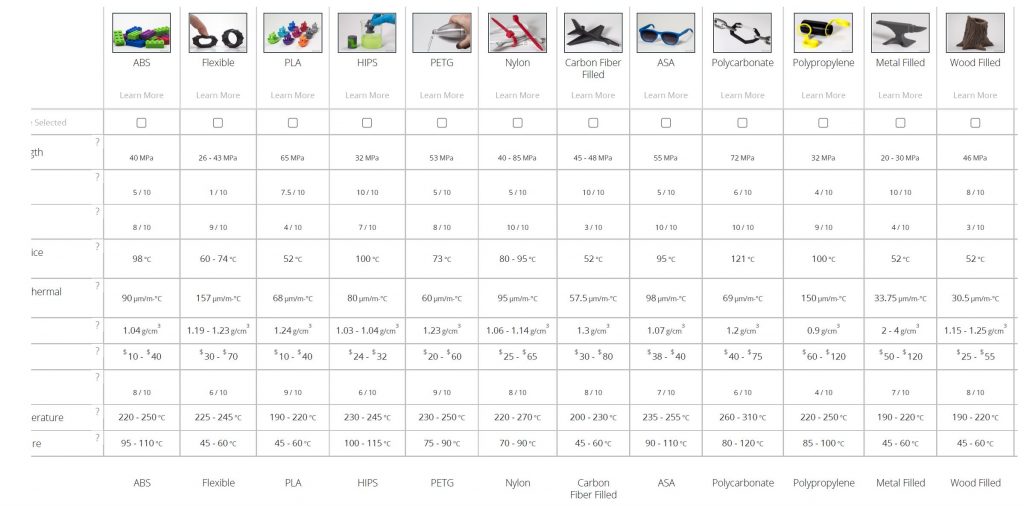
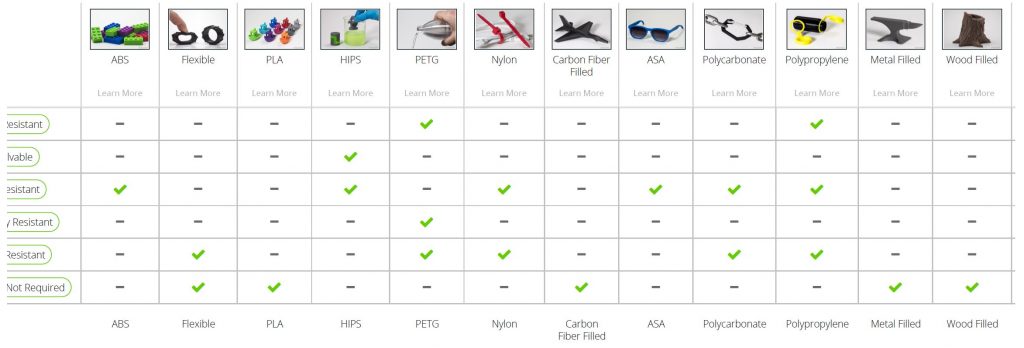
Desde Simplify3d nos facilitan la siguiente tabla que nos permite tener una vista general de los parámetros a tener en cuenta a la hora de usar en Impresión 3D:
https://www.simplify3d.com/support/materials-guide/
https://www.simplify3d.com/support/materials-guide/properties-table/


DEFECTOS Y SOLUCION EN LA IMPRESION 3D
Desde la página
https://cults3d.com/es/blog/articles/identificar-corregir-defectos-problemas-impresion-3D
Recuperamos un artículo que nos permite identificar los diferentes problemas relacionados con la impresión en 3D.
Buscando en la lista o visualmente por imagenes, se puede encontrar la descripción que mejor se adapta al problema que está experimentando.
Nos ofrecemos consejos que nos ayudarán a resolver el problema.
Es a través de errores como aprendemos a comprender, ajustar y utilizar su máquina. Con esta lista podrá resolver los principales errores nos facilita el conocimiento. Cito textualmente desde la web:
#1 ESTÁ BABEANDO

Síntoma
Los filamentos finos se tejen en los espacios vacíos entre las diferentes partes de la pieza impresas en 3D.
Nombre genérico: oozing
Romper es posible
El plástico continúa fluyendo del cabezal a medida que se mueve, debido a la presión residual en el elemento calefactor y a la fluidez del plástico fundido.
Sugerencias de correcciones
Aumentar la longitud de retirada del filamento (“longitud de retracción” en Slic3r,”distancia de retracción” en CuraEngine). El retroceso del filamento hará que la presión en el calentador del cabezal de impresión disminuya. El efecto puede ser modulado al afectar también la velocidad de retirada directamente en su cortadora.
Aumente la velocidad de desplazamiento del cabezal de impresión. Esto deja menos tiempo para que el plástico fundido fluya y deje rastros entre las piezas impresas.
Reduzca la temperatura de extrusión de su plástico. Si es demasiado alto, el plástico es más fluido y por lo tanto se escapa más rápidamente a través de la extrusora.
#2 SE ESTÁ DESMORONANDO

Síntoma
Colapso o mala calidad de una superficie colgante, deja como pequeños bultos.
Nombre genérico: overhang
Romper es posible
La solidificación del plástico depositado en la periferia del voladizo no es suficientemente rápida y el filamento depositado se mueve antes de la solidificación. El fenómeno se repite o aumenta de una capa a otra.
Sugerencias de correcciones
Ventile el plástico depositado de forma más eficiente añadiendo un ventilador a su extrusora, por ejemplo, o directamente con un ventilador portátil.
Cree materiales de impresión debajo de los voladizos.
Cambie la orientación de la habitación para evitar voladizos.
#3 SE DELAMINA EN LOS LADOS O EN LA PARTE SUPERIOR


Síntomas
Los contornos no están suficientemente ligados entre sí.
Las caras planas no están completamente cubiertas.
Romper es posible
No hay suficiente material depositado. Demasiado estrecha, el hilo depositado no toca lo suficiente y por lo tanto no se pega al hilo adyacente.
Presencia de impurezas en la boquilla que interfieren con el paso del material fundido.
La temperatura de extrusión es demasiado baja, el alambre se seca demasiado rápido o encoge y por lo tanto no se pega al alambre adyacente.
Sugerencias de correcciones
Calibrar la extrusora para obtener un caudal de material acorde con los datos de la cortadora.
Desenchufe la boquilla de extrusión.
Aumentar la temperatura de extrusión.
Aumente la cantidad de solapamiento en su cortadora.
#4 NO HAY SUFICIENTE MATERIA EN LAS PARTES DELGADAS

Síntoma
Los bordes de una sección muy fina no son suficientemente fuertes, no hay suficiente material.
Romper es posible
La retracción inversa o la reanudación después de la retracción no es suficientemente eficaz.
Mala solidificación del alambre.
Deslizamiento del motor de filamento durante la retracción.
Sugerencias de correcciones
Disminuya la velocidad y longitud de retracción al imprimir.
Aumente “extra legth on retract” si utiliza Slic3r.
Aumente la presión del muelle en el piñón loco.
#5 ESTÁ AMPOLLANDO


Síntoma
Ampollas, geometría no conforme como pequeños granos que se ven principalmente en áreas con una superficie pequeña.
Romper es posible
Filamento demasiado caliente cuando el sistema de enfriamiento por extrusión o filamento no es lo suficientemente eficiente.
Sugerencias de correcciones
Coloque más monedas en el plato cuando imprima. De este modo, la boquilla imprime más objetos y da a la pieza más tiempo para que se enfríe antes de planchar.
Refrigere mejor su objeto impreso en 3D añadiendo sistemas de refrigeración.
#6 LAS PAREDES DELGADAS SE ESTÁN DELAMINANDO


Síntoma
Una pared delgada, sin relleno, ve sus alambres separados, no se pegan lateralmente.
Romper es posible
Las paredes de su impresión 3D son demasiado delgadas o no son adecuadas para este pequeño tamaño.
Sugerencias de correcciones
Dibujar grosores de pared más gruesos para adaptarse al grosor del filamento.
Aplique una anchura de deposición submúltiple del ancho de la pared en el ajuste de la cortadora, mientras que permanece compatible con el diámetro de extrusión y la altura de la capa.
Cambiar la cortadora.
#7 UNA CAPA SE MUEVE HORIZONTALMENTE

Síntoma
Desplazamiento de una capa a lo largo de los ejes X o Y (o ambos).
Romper es posible
Problema al mover el cabezal de impresión o la bandeja.
Sugerencia de corrección
Reducir la aceleración en el eje afectado por el problema.
#8 LAS CAPAS CAMBIAN UNIFORMEMENTE

Síntoma
Desplazamiento casi sistemático de las capas a lo largo de los ejes X y/o Y desde una altura de impresión determinada.
Romper es posible
Fallo en el movimiento del cabezal o bandeja debido al sobrecalentamiento de los motores que son seguros.
Sugerencia de corrección
Enfriar los motores utilizando sistemas de refrigeración (ventiladores).
#9 LOS ÁNGULOS SE DOBLAN HACIA ARRIBA

Síntoma
Deformación en dirección Z durante la impresión 3D. Esto se incrementa en caso de voladizo fuerte.
Nombre genérico: curling
Romper es posible
Mala solidificación, efecto de contracción debido a la diferencia de temperatura de los hilos depositados en la capa anterior enfriada.
Sugerencias de correcciones
Aumente la pendiente en el modelo de pieza 3D para reducir el voladizo.
Enfriar el plástico depositado mediante un sistema de ventilación.
Añada medios impresos donde corresponda.
#10 LAS ESQUINAS SE AFLOJAN

Síntoma
Las esquinas del objeto impreso se retiran de la bandeja, creando una base desigual.
Nombre genérico: warping
Romper es posible
Poca adherencia de la pieza al tablero.
Coeficiente excesivo de contracción del material.
La primera capa no está lo suficientemente aplastada contra el tablero.
Sugerencias de correcciones
Cambie el material de impresión porque el urdido llega menos con PLA.
Colocar adhesivo en la bandeja de impresión (pegamento, cinta adhesiva, laca…).
Ajuste la altura de la bandeja de impresión correctamente antes de imprimir.
Aplique una primera capa de diluyente para triturar el hilo depositado.
Añada un ala debajo de la primera capa.
Caliente la bandeja.
Limpie y desengrase el sustrato.
Cambiar la estrategia de llenado. Llenar la parte inferior concéntrica en lugar de lineal y luego llenar el interior con panal de abeja evita la contracción.
Disminuya la densidad de relleno interior de su objeto impreso en 3D.
#11 LA DENSIDAD DE EXTRUSIÓN ES DEMASIADO BAJA

Síntoma
Densidad de material incorrecta.
Romper es posible
Flujo de material demasiado bajo
Sugerencias de correcciones
Desenchufe la boquilla de extrusión.
El filamento se bloquea aguas arriba del extrusor (nodo en su carrete, por ejemplo)
Revisar el accionamiento por cable (p. ej. problema con el tornillo moleteado)
#12 LOS ÁNGULOS NO ESTÁN FORMANDO BIEN

Síntoma
Las esquinas no son lo suficientemente rectas, incluso pueden salir y aumentar el tamaño de la habitación.
Romper es posible
Exceso de material depositado en el ángulo, debido a que al pasar por este punto la boquilla es demasiado lenta.
Sugerencias de correcciones
Suavice voluntariamente el ángulo de la pieza en un software de modelado 3D.
Aumente el jerk en el control de ejes de su impresora 3D.
#13 HAY GOTAS NEGRAS

Síntoma
Presencia de plástico quemado (negro) en algunas áreas del objeto impreso.
Romper es posible
El sellado incorrecto de la boquilla causa que el PLA o ABS quemado se filtre alrededor de la boquilla.
Sugerencia de corrección
Retire la boquilla y vuelva a sellar.
#14 LAS CAPAS ESTÁN MAL SOLDADAS

Síntoma
Pieza quebradiza al nivel de la adhesión entre dos capas de impresión.
Romper es posible
Demasiado frío, la capa depositada no se adhiere bien a la capa anterior porque no está suficientemente caliente en el momento de su depósito.
Sugerencias de correcciones
Disminuya la velocidad del ventilador al imprimir.
Aumente la velocidad mínima de impresión en la cortadora.
#15 SE FORMAN BURBUJAS EN LA PRIMERA CAPA

Síntoma
La primera capa se suelta localmente de la bandeja como burbujas.
Posibles causas
Presencia en el material húmedo que se evapora gradualmente al entrar en contacto con la placa calefactora.
Temperatura insuficiente de la placa calefactora para el material utilizado.
Sugerencias de correcciones
Almacene las bobinas de materia prima en un envase seco y sellado con una bolsita de desecante.
Secar el material incriminado: Transferir al horno a 40°C durante unas 3 horas. Tenga cuidado de no calentar a más de 45°C o 50°C: esto puede causar que los hilos se peguen entre sí en el carrete, incluso pueden perder su aspecto cilíndrico.
Aumentar la temperatura de la placa calefactora.
Imprimir en cinta o pegamento específico.
#16 FRÁGIL ARRIBA Y ABAJO Y ABAJO

Síntoma
Las caras horizontales son demasiado delgadas y quebradizas.
Posibles causas
Falta de espesor del material por encima y por debajo de un objeto impreso con relleno de baja densidad. Los alambres depositados tienen muy pocos puntos de contacto y colapsan entre las costillas del relleno.
Sugerencias de correcciones
Coloque por lo menos 2 o 3 capas completamente rellenas (parámetro “Capas sólidas” en Slic3r) para los lados superior e inferior.
Aumente el relleno de su objeto.
#17 LA PARTE SUPERIOR DE LOS AGUJEROS SE ESTÁN DERRUMBANDO

Síntoma
Los alambres de la parte superior de un agujero de eje horizontal colapsan durante la construcción.
Posibles causas
Zona de fontanería demasiado horizontal.
Consistencia incorrecta entre la temperatura de la boquilla, enfriamiento y velocidad del alambre depositado.
Sugerencias de correcciones
Reduzca o elimine esta zona de voladizo cambiando la geometría del archivo 3D. Ejemplo en el agujero grande de la foto, en forma de gota de agua en lugar de un agujero cilíndrico.
Añada material de impresión debajo de esta área si el voladizo es demasiado difícil de gestionar para la impresora 3D.
Evite frenar demasiado en esta área, incluso si el tiempo de impresión de la capa es bajo.
#18 EL COLOR O LA TRANSPARENCIA VARÍA

Síntoma
El color o transparencia del material varía según las secciones durante la impresión en 3D.
Posibles causas
Diferentes cristalizaciones del material debido a diferentes velocidades de enfriamiento. Por ejemplo, esto se puede vincular al tiempo de impresión de cada parte del objeto o a la potencia del ventilador.
La radiación de la tobera puede tener un impacto en el ciclo térmico de la capa precedente y, por lo tanto, modificar su aspecto.
La capa depositada está demasiado caliente porque la capa inferior no tuvo tiempo de enfriarse.
Tenga en cuenta que las propiedades físicas y mecánicas de la pieza pueden variar según estas diferencias de cristalización!
Sugerencias de correcciones
Gestionar mejor el enfriamiento a través de los parámetros de la cortadora: variar la potencia del ventilador según el tiempo de enfriamiento de una cortadora o ralentizar la velocidad de impresión en proporción a la superficie de la cortadora.
Reduzca la temperatura de extrusión para facilitar un cambio de fase más rápido y homogéneo.
#19 LOS PAÑALES SE ESTÁN DELAMINANDO

Síntoma
Algunas capas se doblan y aparecen grietas entre las diferentes capas de impresión.
Posibles causas
El fenómeno curling debido al efecto mencionado en #9 arriba ocurre entre capas.
Enfriamiento del alambre demasiado rápido en la salida de la tobera, no se suelda correctamente a la capa anterior.
Contracción significativa del material durante el enfriamiento o cambio de fase.
Ciertos materiales extruidos a altas temperaturas (ABS, PC…) pueden representar un fenómeno de contracción significativo.
Sugerencias de correcciones
Cambiar la temperatura de extrusión.
Cambie el material de impresión.
Evite soplar el cable depositado, reduciendo la potencia del ventilador o colocando la impresora en una habitación con corrientes de aire.
Envuelva el área de construcción en un recinto controlado a una temperatura cercana a la transición vítrea del material.
#20 APARECEN GOTAS


Síntoma
Las gotas de material se depositan en varios puntos de la superficie lateral del objeto impreso en 3D.
Posibles causas
Exceso de extrusión durante la reanudación después de una parada de extrusión cuando se pasa de un punto de la pieza a otro, o cuando se cambian las capas.
Sugerencias de correcciones
En algunas cortadoras de papel, un parámetro permite pedir, después de una pausa en la impresión, que se vuelva a pulsar más de lo que se ha quitado del pliegue antes de reiniciar la impresión normal.
#21 UN EXTRUSOR BOWDEN BABEA

Síntoma
La extrusora en Bowden fluye demasiado o muy poco. Las primeras impresiones con su extrusora no son muy buenas, demasiado material extruido, puentes entre diferentes áreas durante los movimientos donde la extrusión debe detenerse.
Romper es posible
La contracción del filamento es insuficiente para compensar el juego en el tubo Bowden. Dependiendo de los diámetros del tubo y del filamento, y de la longitud de la carcasa, el motor debe tirar una cierta longitud de filamento a través de las curvas del tubo antes de que el filamento se retraiga del cabezal de calentamiento.
Sugerencias de correcciones
Aumente la distancia de “retracción” en la cortadora. La pieza de la izquierda se imprimió con 1,5 mm de retracción, que era claramente insuficiente. Pasado a 6mm de retracción, se obtiene la pieza central. Demasiada contracción devuelve el material caliente a la rotura por calor, la temperatura de la rotura por calor aumenta gradualmente y el filamento de fusión se atasca en la rotura por calor. El motor ya no puede empujarlo eficientemente. Con una distancia de retracción reducida a 4 mm, se obtiene la pieza de la derecha en la imagen.
#22 CEBRA O PATRÓN REGULAR EN EXTRUSIÓN

Síntoma
Aparición de un patrón recurrente en las paredes de las impresiones en 3D.
El patrón puede variar dependiendo de la dirección de movimiento de los motores.
Romper es posible
Ajuste incorrecto del controlador de la extrusora
Este problema puede ocurrir cuando la extrusora está mal ajustada en intensidad. Si está mal alimentada, la extrusión no es constante.
Sugerencias de correcciones
Ajuste con un multímetro del conductor de la extrusora. Tenga cuidado de no cortocircuitar durante la medición, utilice un destornillador cerámico.
